






















Semua produk
-
Pipa Baja Paduan Mulus
-
Pipa mulus stainless steel
-
Pipa Baja Karbon Mulus
-
Pipa Baja Tahan Karat
-
Tabung Las SS
-
Pelat Lembaran Baja Tahan Karat
-
Strip Kumparan Baja Tahan Karat
-
Batang Baja Tahan Karat
-
Batang Kawat Baja Tahan Karat
-
pelat baja karbon
-
Kumparan Baja Karbon
-
Tabung Baja Karbon
-
Batang Baja Karbon
-
Kawat Baja Karbon
-
Lembaran Baja Paduan
-
Gulungan Baja Paduan
-
Batang Baja Paduan
-
Kawat Baja Paduan
-
 EduardoKoil dikemas dengan sangat baik dan dikirim dengan cepat. Produk sesuai dengan deskripsi. Berpikir untuk membeli lagi. Benar-benar produk yang hebat. Saya telah mencoba produk lain dan sejauh ini adalah uang terbaik yang pernah saya keluarkan.
EduardoKoil dikemas dengan sangat baik dan dikirim dengan cepat. Produk sesuai dengan deskripsi. Berpikir untuk membeli lagi. Benar-benar produk yang hebat. Saya telah mencoba produk lain dan sejauh ini adalah uang terbaik yang pernah saya keluarkan. -
 DaudPertama kali kami mengimpor proyek besar dari China, sangat baik untuk layanan Dan benar-benar profesional. Barang sudah saya terima, produk tidak rusak sama sekali. Kualitas dan pengerjaannya sangat bagus, bahannya juga sangat bagus, saya sangat puas. merekomendasikan mereka!
DaudPertama kali kami mengimpor proyek besar dari China, sangat baik untuk layanan Dan benar-benar profesional. Barang sudah saya terima, produk tidak rusak sama sekali. Kualitas dan pengerjaannya sangat bagus, bahannya juga sangat bagus, saya sangat puas. merekomendasikan mereka! -
 HuzeshafiSaya sangat puas dengan impor ini. Kualitasnya sangat bagus dan harganya wajar. Penjualnya sangat profesional dan responsif. Saya pasti akan membeli dari penjual ini lagi.
HuzeshafiSaya sangat puas dengan impor ini. Kualitasnya sangat bagus dan harganya wajar. Penjualnya sangat profesional dan responsif. Saya pasti akan membeli dari penjual ini lagi.
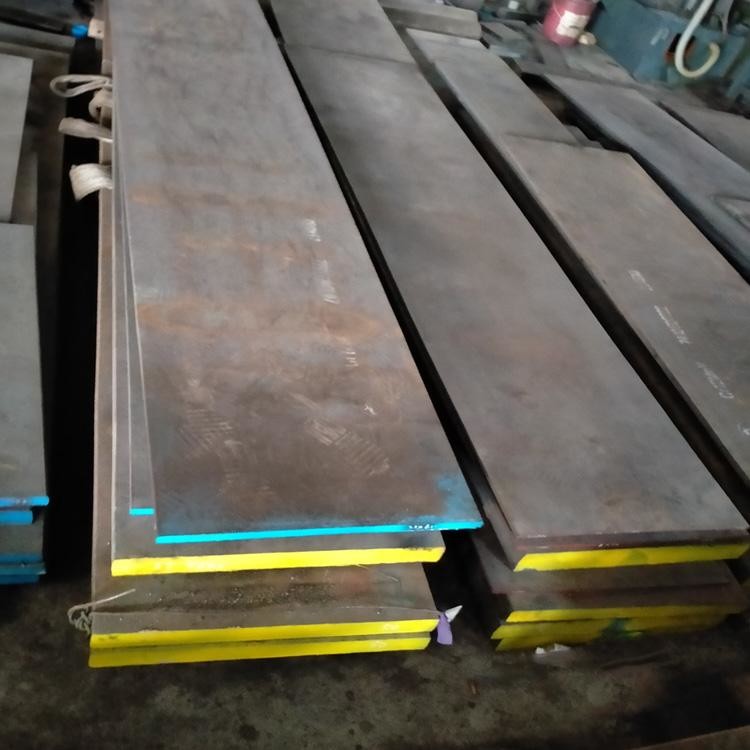
52100 4340 4130 4140 Baja Paduan Flat Bar AISI 4130 25CrMo4 SCM430






| Tempat asal | SHANDONG CHINA |
|---|---|
| Nama merek | TESTE |
| Sertifikasi | ISO TUV SGS BIS CE |
| Kuantitas min Order | 3ton |
| Harga | Negotiate |
| Kemasan rincian | Dengan lembaran besi untuk mengemas lembaran baja dan palet. Juga membuat tanda pengiriman pada seti |
| Waktu pengiriman | 5-15 hari tergantung pada jumlah |
| Syarat-syarat pembayaran | L/C, D/A, D/P, T/T, Western Union, MoneyGram, OA |
| Menyediakan kemampuan | 5000 ton per bulan |
Detail produk
| Nama Produk | Lembaran Baja Paduan | Perawatan panas | +A,+N,+NT,+QT |
|---|---|---|---|
| Ketebalan | 3mm ~ 1500mm | Permukaan | Hitam, Dibumikan, Dikupas/Diputar, Dipoles |
| Nama produk | Batang Baja Paduan | Cahaya Tinggi | Pipa |
| Menyoroti | 52100 baja paduan datar bar,4340 baja paduan datar bar,4130 baja paduan datar bar |
||
Deskripsi Produk
Lembaran Baja Paduan AISI 4130/25CrMo4/SCM430
Baja paduan AISI 4130 adalah baja karbon sedang, baja paduan rendah dalam standar ASTM A29.Baja ASTM 4140 juga biasa disebut sebagai baja chromoly, atau baja chrome moly, yang mengandung karbon 0,28-0,33% nominal, 0,8-1,1% Chromium dan 0,15-0,25% Molibdenum.Hal ini mirip dengan baja 4140 yang memiliki tingkat karbon lebih tinggi (0,28-0,33%), memberikan 4130 material yang meningkatkan kemampuan las, dengan mengorbankan kekuatan ketebalan tembus.Dengan perlakuan panas yang tepat itu juga mudah dikerjakan.Baja paduan Annealing ASTM 4130 menawarkan keuletan yang sangat baik.Baja AISI 4130 biasanya disuplai sebagai batangan bundar yang umumnya dalam kondisi mengeras dan ditempa.
KOMPOSISI KIMIA
| Elemen | C | M N | Si | P | S | Mo |
| 4140 | 0,38~0,43% | 0,75~1,0% | 0,15~0,30% | 0,035% | 0,04% | 0,15~0,25% |
| 4130 | 0,28~0,33% | 0,70~0,90% | 0,15~0,35% | 0,035% | 0,04% | 0,15~0,25% |
PILIHAN PERAWATAN PANAS
- +A: Anil (penuh/lunak/spheroidizing)
- +N: Dinormalisasi
- +NT: Normalisasi dan marah
- + QT: Dipadamkan dan ditempa (air/minyak)
FABRIKASI DAN PERAWATAN PANAS
Kemampuan mesin
Paduan AISI 4130 mudah dikerjakan dengan metode konvensional.Bentuk sederhana mungkin dikerjakan dengan mesin setelah perawatan normalisasi, sedangkan bentuk yang lebih kompleks akan membutuhkan anil.Namun, pemesinan menjadi sulit ketika kekerasan baja 4130 ditingkatkan.
Pengelasan
Baja AISI 4130 juga baik dalam kemampuan las, dan paduan 4130 dapat dilas dengan metode komersial apa pun.Bahan tersebut mungkin memerlukan perlakuan panas pereda stres pasca-las dalam kasus tertentu.
Elektroda hidrogen rendah direkomendasikan bersama-sama dengan pemanasan awal pada 150 – 260 C (300 – 500 F) untuk dipertahankan selama pengelasan, Dinginkan perlahan dan hilangkan stres jika memungkinkan.
anilAnil 4130 tempa baja dapat dilakukan dengan memindahkan bagian langsung dari operasi penempaan ke tungku yang diadakan pada suhu yang sesuai, sekitar 860º C (1575 F) untuk anil, menahan untuk waktu yang sesuai kemudian pendinginan tungku.Dengan cara ini struktur yang cocok untuk pemesinan dapat diperoleh.Perawatan ini paling baik digunakan untuk bagian-bagian dengan bentuk sederhana.Jika penempaan 4130 sedemikian rupa sehingga beberapa bagian akan selesai jauh lebih dingin daripada yang lain maka struktur yang seragam tidak akan diperoleh dan untuk hasil terbaik anil spheroidizing sekitar 750 C (1380 F) dapat digunakan.Aman untuk mengatakan bahwa pengalaman saja akan menentukan jenis perawatan anil terbaik yang akan digunakan sebelum pemesinan.Kemudian harus didinginkan dalam tungku dengan kecepatan kurang dari 50 F per jam hingga 900 F, diikuti dengan pendinginan udara dari 900 F.
Normalisasi
Suhu normalisasi nominal untuk 4130 adalah 900 C (1650 F) diikuti dengan perendaman 1600 F dan pendinginan minyak, tetapi pengalaman produksi mungkin memerlukan suhu 50 F (10 C) di atas atau di bawah angka ini.Bahkan ketika tempa dinormalisasi sebelum, misalnya, karburasi atau pengerasan dan temper, kisaran suhu normalisasi atas digunakan.Ketika normalisasi adalah perlakuan panas terakhir, kisaran suhu yang lebih rendah digunakan.
Tempering
Temperatur tempering yang sebenarnya akan tergantung pada properti apa yang dibutuhkan.Baja paduan 4130 ditempa antara 398 C -565 C (750 F dan 1050 F), tergantung pada tingkat kekuatan yang diinginkan.Semakin rendah suhu tempering semakin besar kekuatannya.Namun, tempering tidak boleh dilakukan antara 200 – 420 C (400 – 790 F) untuk menghindari bahaya penggetasan.
pengerasan
Baja 4130 harus diaustenisasi – yaitu semua konstituen mikro diubah menjadi austenit – pada 1500 hingga 1600 F (815 hingga 870 C).Suhu austenisasi sebenarnya adalah fungsi komposisi kimia dalam rentang analisis, ukuran bagian, dan metode pendinginan.Bagian yang lebih kecil dari 4130 mungkin dipadamkan dalam minyak, bagian yang lebih berat dalam air.
Rekomendasi Produk